
工於芯技 高級機芯的細節加工與裝飾
- 編輯部
- Sep 4, 2023
- 9 min read
機械錶的價值往往就是體現在細節,本篇文章介紹的細節加工與裝飾,就是機芯是否高級的關鍵環節,所謂見微知著,高級的機芯精飾,不僅可創造出層次豐富多變的樣貌,美觀之餘還必須兼顧功能性。

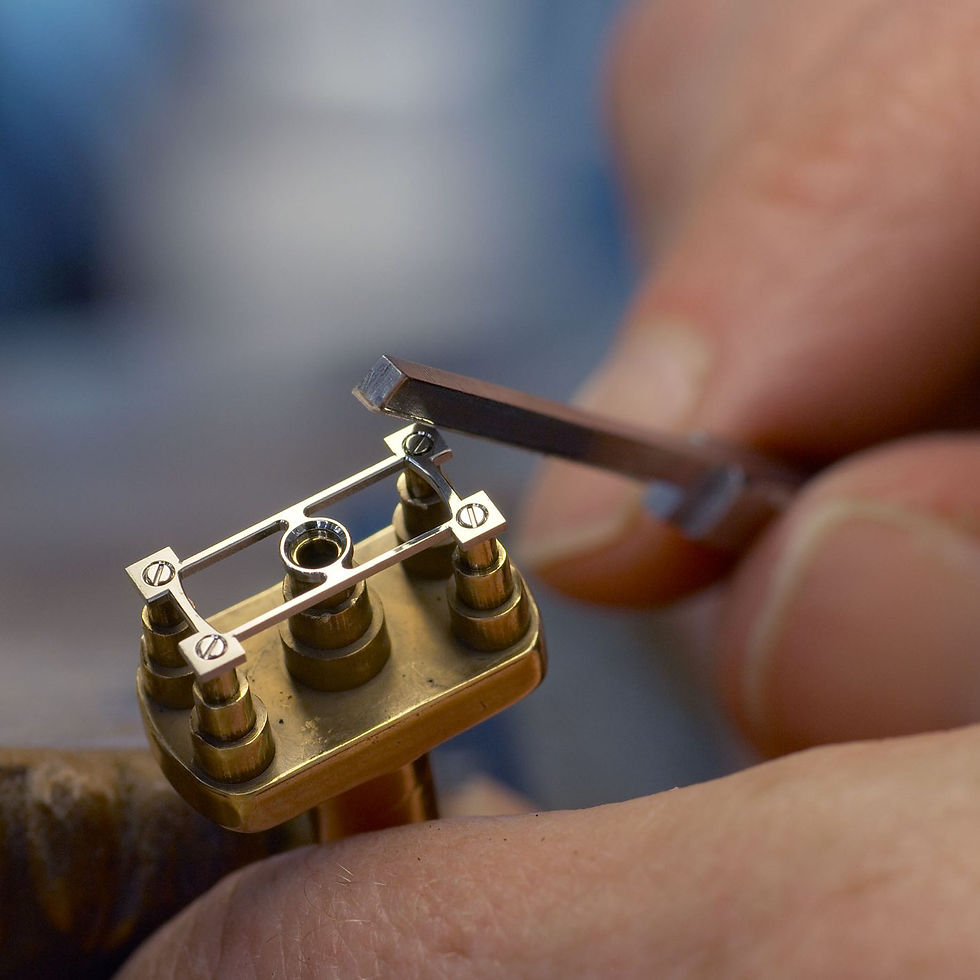
高級製錶通常仰賴手工工序為零件夾板進行削邊及拋光,即使是必須使用電動器械輔助,也常見以手持式的電動筆型研磨機對細部拋光。
對許多專業鐘錶玩家而言,手工機芯的美麗,是一般機械量產品所無法比擬且相提並論的,相信讀者們一定也常常聽到一個詞「高級製錶」(Haute Horlogerie),要能被定義為高級製錶,錶款採用不同工藝為機芯加以裝飾、打磨的工序必不可少。一款高級腕錶的精細加工所耗費的時間,往往遠高於標準的製作時間,尤其每個零件精修加工工序雖然仍需借助銼刀、拋光輪、砂輪、磨石、磨光器和拋光車床等傳統工具,但大部分都仰賴手工完成。頂級鐘錶的製造工藝大多由製錶師全程使用放大鏡來進行手工細修,以求每一處細節透過放大鏡觀察仍臻至完美。因此從機芯的打磨工藝與細膩度,便可一較腕錶等級高低,也是玩家們品鑑腕錶的重點。

以機器拋磨零件。
根據不同的零件功能,使用相對應的細膩磨石將表面磨平。
潤飾機芯除了美學考量之外,部分情況下也存在實用功能,例如鍍層可防止零件腐蝕或氧化;夾板上裝飾紋路可捕獲微塵,保護機芯運作;齒輪上的細膩拋光可減少摩擦力、增加潤滑油的吸附力,使零件間的咬合運作更順暢,也影響著穩定度與精准度……等,機芯零件的精飾品質不僅決定零件的表現,也決定了它的壽命。

潤飾機芯除了美學考量之外,部分情況下也存在實用功能,例如鍍層可防止零件腐蝕或氧化;夾板上裝飾紋路可捕獲微塵,保護機芯運作;齒輪上的細膩拋光可減少摩擦力、增加潤滑油的吸附力,使零件間的咬合運作更順暢,也影響著穩定度與精准度……等,機芯零件的精飾品質不僅決定零件的表現,也決定了它的壽命。
倒角與側面加工
一枚機芯中有許多常見的細節加工,其中最典型、也是最常聽到人們討論的,就是倒角加工。倒角加工法語稱作「anglage」,可使修飾零件邊緣的切割後剩餘的毛刺,使零件輪廓更分明,在光線下熠熠生輝,也可防止零件鏽蝕。根據零件造型,倒角又分為內角、外角、圓角以及側面,有些角的存在是出於美觀而不具特殊功能性。

倒角加工是相當精細的裝飾工藝,拋光程度以反射出最大化的光線為標準。

向內的切角無法以魔光器打磨,因此必須以手工進行精修。
在倒角加工工序中,須將零件表面與側面交匯處的銳利稜角修飾並磨成斜面,斜面通常呈45度,在手工倒角的過程中,工匠必須全程精準掌握加壓力道,以確保斜面的一致性與平整度。

一枚高級的機芯,每個零件都會經過手工仔細地精修,零件所有外角、內角、圓角,倒角寬度皆一致並平整規則,可由各類角的加工品質,觀察出技藝高下。
外角指的是兩個斜面向外交匯形成的角,這類外角外型尖銳,不能太圓太鈍;內角則是兩個斜面向內交匯,觀察重點放在交界線是否平滑整齊,這類內角比外角更難加工,非常仰賴手工加工才能實現完美的內角。圓角則是兩個向內交匯的斜面形成圓潤的內角,由於沒有明顯的交界線,因此講究斜面流暢地彼此銜接,同時維持斜面的斜度。單一零件中,如同時存在不同類型的角,所有倒角交匯點的斜度均應維持一致,而這也正是考驗技術的困難處之一。

內角是由兩個斜面交會形成,交會的交界線應筆直平滑,要實現這樣的倒角效果,只能仰賴手工完成。
手工倒角工藝不僅需要掌握技能,更需要耗費大量的時間,隨然現在大部分的角或斜面,都已可用機器銑床直接加工製成,再輔助以化學拋光、機械拋光或使用拋光刷的方式加工精修,但完美的倒角還是必須仰賴手工才能實現。其中最考驗技術的就是內角,目前仍沒有任何一種加工法可做到媲美手工的內角加工水準。

兩個斜面交會而成的外角,既要保持尖銳但又要略帶圓潤,工藝要求極高。
相比於倒角,側面加工則是比較少提及的機芯加工工序。側面加工如其名,就是對零件的側面進行加工,側面細節加工的工藝要求 並不比倒角來得簡單,一枚零件的側面(一般來說就是零件的厚度面積),表面應平整無弧度上的變形或起伏,側面加工如果不平整,會直接影響倒角加工的效果。
側面加工同樣也分做側面內角、側面外角與側面圓角,這三種三種側面角都可通過沖壓、銑切,或是以電腐蝕、銼刀加工成形,但相銜接的側面要維持外觀的一致性。如果表面施以拉絲裝飾,難度則又更高出許多,側面加工的細緻度會直接影響倒角加工的完整性,因此也是零件加工的重要環節。

使用鼠尾草葉形銼工具為零件較大面積的側面進行加工。

零件經過初加工後,會以磨輪為零件進行拉絲加工。
鑽孔加工與鏡面拋光
機芯上有許多經鑽頭加工的鑽孔,通常孔緣非常不平整且有許多毛邊與毛刺,這些毛刺必須確保被清除乾淨,以免脫落掉入零件結構中,嚴重還會影響腕錶運作。在所有高級製錶流程中,所有鑽孔一律都要經過斜切加工。
鑽孔加工分做幾種不同工藝,分別是斜切、旋孔、開槽,以及鑲座。斜切是使用球形銑刀,以手工對稜角加以修飾;旋孔用以安裝螺絲、齒輪與榫頭,會根據表面需求以手工進行表面加工,開槽是一種凹陷斜面較深的孔洞,最主要的作用是用以突出寶石,邊緣會進行完美的打磨拋光。剔除毛刺、輪軸打磨、粗拉絲、鍍鎳等工序,可被視為功能性打磨,以實用為準則,包括量產機芯也遵循這個工序。

工匠正在檢查並剔除機芯孔洞多餘的毛刺。
有些孔洞會在上方加上鑲座,通常使用金質材料,除了可凸顯寶石美感,另一方面也有助於將人造紅寶石固定在堅硬材質時,貴金屬材質的鑲座可在兩種堅硬材質間起到緩衝作用。

機芯有許多地方需要旋孔與開槽,前者用於安裝螺絲、固定齒輪,後者擁有深度斜面,多用於凸顯所安裝的寶石,有些機芯會加入金屬鑲座。

鑲有寶石的開槽有較大且深的斜度,因此多以鏡面拋光工序進行打磨,以達到最佳反光效果。
一枚精緻高級的機芯,其大部分的零件都需進行細緻入微的細節加工,部分零件所採用鏡面拋光,可完美反射光線,產生極佳的光影效果,是高級製錶的加工工藝中相當具有代表性的工藝流程,也是重要的手工技術之一。

完美的鏡面拋光,零件會反射出的光線顏色均勻一致。
通常鏡面拋光是高級製錶細節加工的最後一道工序,鏡面拋光可使零件表面平滑光亮,並可降低氧化的風險,拋光後的零件表面看不到任何痕跡、斑點、或任何微小的不規則表面,而且反射光線方向必須一致,從不同角度觀察零件,反射面應統一呈現一致的灰色、白色或黑色,也就是半反光、全反光和全吸光的視覺效果,這種拋光效果也稱為暗拋光、黑色拋光或消光。幾乎在任何一枚高級機芯中都可觀察到細微之處施以鏡面拋光。

鏡面拋光又稱為黑色拋光,正是因為在某個角度觀察,幾乎不會反射光線而呈現黑色。
機芯除了造型各異、千奇百怪的主夾板、錶橋外,還有許多齒輪、齒輪軸、螺絲、銷釘等微小零件,每一個零件都需要根據需求經過不同程度的精加工,包括齒輪的每個齒瓣表面拋光、表面裝飾、電鍍或上色等,連微小的螺絲頭都會經過拋光,更甚者還會為了美觀而施以倒角工序,部分錶廠則進一步會將螺絲加熱至290度以上,使其有深藍色調,一方面更為美觀度,另一方面也可強化防腐蝕功能,這些細節都是在頂級機芯中才可見到的細節處理。

高級鐘錶的機芯打磨細膩至連微小的齒輪齒瓣都會逐一打磨拋光。
各式裝飾工藝
除了加工,表面裝飾也是為腕錶錦上添花的重要程序,儘管倒角打磨及鏡面拋光具有實際用途,但手工精修則被視為藝術層面更高的裝飾。通過各種裝飾手法可為腕錶增色許多,裝飾的工藝涵蓋種類繁多,包括手工雕刻、各種紋路的表面裝飾。

每個零件甚至軸心也都會加工與打磨。

手工雕花或鏤空,仰賴傳統的雕刻工具。

雕刻師以雕刀剔除金屬以雕刻出紋路。
雕刻的加工方式還包括機械法雕刻、化學法雕刻、微雕、雷射雕刻等,手工雕刻則是更高等級。手工雕刻中,最常見的就是鏤空與雕花工藝,雕刻師們在顯微鏡下一刀一刀以種雕刻刀工具,細鑿慢雕在經過打磨,方能勾勒出完美的字樣或圖案。

經過雕刻後的零件表面仍需要再精修。
機芯中有許多常見的裝飾紋,大多靠旋轉砂輪與機器進行打磨,且在不同的組件通常施以不同的裝飾紋路。在主發條盒、棘輪、擺輪或較大的圓形表面常見到以螺旋紋裝飾,其紋路是以砂輪按一定方向轉動形成螺旋紋路。與螺旋紋路有點相似的是太陽紋,太陽紋是從同一個焦點散發的線條組成,使用與零件反向轉動的砂輪製作出延伸至四面八方的線條。

螺旋紋從中心發散並帶有旋臂紋路。

紋路從中心向外直線放射的稱為太陽紋。
圓紋、直紋,顧名思義就是在零件表面打磨出直線紋路與圓形紋路,前者多裝飾在小型齒輪,透過環狀條紋可提高表面亮度;後者則適用於鋼爪、游絲和軛架等零件,這一類的裝飾工序需使用砂紙固定以縱向打磨,處理過程必須十分謹慎方能使精細直紋延伸至組件每個細小角落。

圓紋的紋路呈同心圓佈局。

直紋採平行方向打磨成出,根據機芯夾板佈局設計最為美觀的直紋方向。
通常機芯的主夾板會裝飾以珍珠紋,法語稱為「perlage」,又稱魚鱗紋、圓形粒紋、點狀打磨,加工後的紋路類似一排小珍珠,也像是一片片層疊的魚鱗,也有人合併兩者稱之為珍珠魚鱗紋。傳統的製作方式是以手工操作裝有轉動頭的圓形研磨拋光機,由專業工匠手工操作依序打磨出重疊排列的圓點,每一排必須呈線完美的流線,每個圓點交疊的面積也必須一致,因此工匠需要保持非常平穩的手勢和節奏,與穩定的力道,尤其必須具備敏銳精準的眼力,更甚者還能打磨出屬於自己獨特的風格。這種裝飾圖案可以藉由堆疊方式的不同、改變圓點間的距離而呈現出多樣不同漸變效果的「珍珠紋」。

珍珠魚鱗紋是最常見的基礎裝飾紋路之一。

正在打磨珍珠魚鱗紋。
談到機芯潤飾,沒有什麼比 “Côtes de Genève” 更普遍常見,被稱為日內瓦紋、日內瓦波紋或日內瓦條紋,是最常見的裝飾紋路之一,特點是等距的平行線兼有細膩的拋磨弧線,可呈平行、環形或放射狀。

日內瓦波紋裝飾前與裝飾後的夾板比較。
日內瓦紋簡單卻相當典雅,視覺上猶如日內瓦湖湖面波光粼粼此起彼伏的波浪而得名,常見於高階錶款的夾板和自動盤上。製作工序由工匠轉動裝有黃楊木的車床,以手工來回推磨,在零件表面形成一道道間距相同、整齊一致的直條或環狀紋路,不但美觀有質感還能維持金屬表面剛性。此外,早期機芯製作車間不若現代整潔無塵,裝飾上紋路可以有效捕捉機芯內的塵埃微粒,防止它們飄落在機芯精細零件間、潤滑劑,有其實用功能目的,雖然今日製工環境已大幅改善,但裝飾紋路的工序早已深入製錶文化中。

直紋排列的日內瓦波紋。
相似的裝飾紋路在德系品牌稱為格拉蘇蒂紋,兩者有相當細微的差異。日內瓦波紋的拋磨弧線呈些微擴散角度,格拉蘇蒂紋則間距一致,得在放大鏡下細細端詳才能比較出差異。

環狀排列的日內瓦波紋。

德製機芯上的格拉蘇蒂紋。
另一個常見的紋飾是巴黎釘紋(Clous de Paris),屬於扭索紋的一種,也就是機鏤雕花(以後有機會再針對這一裝飾工藝單獨介紹。),是一種藉由手動車床輔助鐫刻裝飾圖案,猶如數個釘子般細小的四角錐體組成,多見於自動盤上的裝飾,由於風格相當獨特且風格典雅,也常被用來裝飾面盤、錶殼等手錶的其他部件。

裝飾有巴黎釘紋的自動盤。
鑑別一款腕表是否至臻完美,根據表面效果便可判斷其加工工藝與打磨程度。每一款工藝精湛的腕錶,都是無數工藝師投入畢生經驗專注打造的心血之作,下回觀賞腕錶,別再草草看過,用心停留幾分鐘,細細端詳零件的每處細節,體會深藏在機芯細節中的各種工法、精湛手藝所帶來的感官享受。




Comments